mapping value stream in manufacturing

Mapping Value Stream
Author : IAN GABRIELIDES
Mapping Value Stream
“We should have been better prepared for the impacts of covid,” a senior supply leader relayed to me. He was bemoaning, in his own words, the inventory mess in which they had found themselves. High levels of inventory that the market no longer required and very little of what it did. My initial reaction was who could have predicted or prepared for COVID-19? During 2020, I had worked with customers that saw demand for their products and services disappear yet also supported others that were experiencing 40% growth above expected volumes. It dawned on me that we could have been prepared – and I had been a driver for readiness for such events in 2008.
What is Value Stream Mapping?
The origins of Value Stream Mapping (VSM) came from the 1918 book Installing Efficiency Methods by Charles E. Knoeppel. The book contains diagrams showing the flow of materials and information. Toyota brought Value Stream Mapping to the masses via the Toyota Production System (TPS).
VSM doesn’t physically improve anything, it enables the reader to identify opportunities for improvement and visualizes the flow of material and information from the organization’s customer to the organization’s supplier.
How to Build a Value Stream Map
At Milliken, the VSM application sits within the Production Flow (PF) methodology inside the Milliken Performance System (MPS). The steps for the PF pillar can be seen in figure 1.

Determining the value takes place in step 1. Product families and value streams are prioritized, project scopes and resources planned accordingly. Selecting the right product family is important. Your customer will only care about their product(s), not every product that you make. Focus on discrete product families and priorities these families based on aligned business goals. It makes sense to include similar products that use similar equipment through the manufacturing steps so you may include products outside the customer’s primary interest. Likewise, if your facility only manufacturers one product type utilizing most of the same equipment, you will include all products. Whichever approach you take it will be dictated by what you see looking at downstream processes from the customers view, starting with the customer and working backwards through your plant, not working upstream from the start of the process. An organization that is running multiple Stock Keeping Units (SKUs) may want to devise a product family matrix. This matrix pictorially summarizes the products that your plant runs and the equipment that is used.
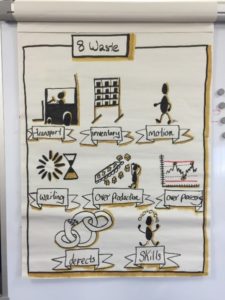
In step 2, as with most improvement techniques, habitual time spent at Gemba is crucial. The value stream should be walked from customer through to supplier. Customer demand information is what drives the process. From the customer demand we can ascertain the Takt Time. Takt time is a calculation of the net available time divided by customer demand. This rate is what is commonly referred to as the desired drum beat of the plant. Producing products as this rate should minimize Muda (a Japanese word translating to wastefulness). In the context of a Lean Transformation, it means anything that does not add-value. Observations are key to understand the work that you are about to map. The standard 8 Muda as outlined in figure 2 should be used as a prompt to start to see where the opportunities are.
On returning to the project space, draw the key functions, information flows, and where material is located. Complete the data boxes and be sure to include information that is important to you. This can be:
- Process Cycle Time,
- Process Capacity,
- Scheduled Time,
- Changeover Time,
- TAKT Time,
- TPM Time,
- Right First Time Yield
- Break Times.
To complete the Current State VSM, capture the Value added v. non-value added time by calculating the Processing and Lead-Times. Now establish the Future State VSM; involve key stakeholders and align to business target and goals, and set a date for the Future State.
Step 3; Interrogate the Current State VSM and look for the pain points, namely bottlenecks. See Figure 4.
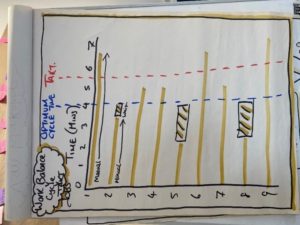
Where does the inventory back-up? Where do the Cycle and Takt times get too close for comfort? Compare the two maps (Current v Future) to determine which improvements we need to make to move from Current VSM to Future VSM. Capture all these opportunities with Kaizen bursts on the relative point on the Current State VSM and prioritize the Kaizen roll out and assign ownership. In step 4, implement the Kaizens. In step 5, as the Future State Map expires, verify that the future became reality! As the user gains confidence with the Value Stream Mapping process, maps can go from basic to more complex.
What are the benefits of Value Stream Mapping?
There are many benefits to Value Stream Mapping that include:
- Providing a holistic snapshot view of your business in a way that no other document does
- They enable you to see your value stream differently and identify potential low-cost opportunities for improvement rather than the obvious significant capital investments
- Identify waste leading to cost reductions
- Identify bottlenecks, which if are addressed, will lead to increased throughput and reduced lead-times positively impacting the customer’s experience
- Support the aim of implementing lean techniques such as Just-In-Time (JIT) and Single/One Piece Flow, highlighting opportunities to minimize stock and reduce batch sizes. If achieved, the organization will enjoy improved cashflows and reduce the risk of sending poor-quality product or service down stream
- Improve cross-functional collaboration
Value Stream Leadership
A lesson I learned in 2008 when I joined the Milliken European Airbag Business, and one that I was reminded of during the earlier COVID-19 conversation, is that leadership is the key piece to a successful Value Stream Mapping approach.
Before joining Milliken, my own experiences in using VSMs was very much a tool-based approach. At Milliken I observed a habitual rigorous approach to Value Stream Mapping and witnessed Value Stream Leadership. Every three periods (84 days) the Current and Future State VSMs would be refreshed during a Value Stream Management Review involving key stakeholders from Supply Chain, Production, Purchasing, Technical Finance and Quality. The maps were linked to the business objectives which showed us the way. Sometimes we would realize significant improvements, other times we would make marginal gains, all of which would keep us ahead of the competition.
Using the VSM, we prioritized the bottleneck process. It was over-producing several SKUs, the cycle time averaged 5 days per unit and it was directly suppling the pacemaker process. A planner working 37.5 hours per week over 5 days could not optimize the planning processes of a dynamic automotive plant, with 100+ machines, operating 24/7. Paper plans were generated multiple times a day but were out-of-date within hours of being released. Multiple revisions were causing confusion and conflict.
We would make the leap from push to pull by devising a highly visual associate led Kanban System. Each SKU would have its own supermarket with minimum and maximum stocks set by a combination of customer forecast and historical call-off analysis using 6 Sigma methodologies. The new method would change the role of the planner, they would be responsible for ensuring the supermarket levels were correct and manage the information flow. Associates would own their own set of machines and be empowered to run machines based on signals from the supermarket. They decided when best to schedule TPM routines and changeovers. Associates could react in a timely manner to a breakdown that occurs at midnight on a Saturday in a way that a planner could not. We would provide intent to our associates to be a more responsive organization.
Supply Chain Manager Gillian Moggeridge and Managing Director, Graham Swann sponsored and championed the project. We were aware of the size of the change we were making by moving the authority to our shop-floor associates. We went live at the start of the Milliken year, December 1, 2008. Demand proved stable and the buy-in from the associates was largely positive. Everything seemed in our favor. What we hadn’t banked on (no pun intended) was the Global Financial Crisis.
Lehman Brothers filed for Bankruptcy in September instigating a domino effect well in to 2009. The last week of November, the week before we had planned to go live, customers virtually ‘zeroed’ their call off and forecasts. We would be starting the system with excess stock, vastly above the upper supermarket limit for almost every SKU. The system would only allow us to schedule 4 out of the 100+ machines. What should we do? Leave it a few weeks or months? Go for it? If anything, this was precisely the right time to have such a system in place, but were the conditions right to implement such a system?
Historically our reaction to the event would be to run about 30% of the machines over a period of several months, returning inventory levels to standard. If we were to adhere to the disciplines of the pull system, it wouldn’t allow us to do this.
Both Gillian and Graham were committed to our lean journey and we implemented the system. Running just 4-8 machines that first week, 6% schedule utilization, 4.98% OEE. Over the coming weeks we gradually switched on machines as the system permitted. By trusting the system, we were able to get our inventory back in control in 4 weeks. Our competitors experienced months of excess stock with one going into chapter 11. It wasn’t the VSMs or the Kanban cards that made a difference at Milliken, it was Value Stream Leadership. I caught up with Gillian and Graham to discuss this.
Me “Why did you have belief in the system?”
Gillian “My decision was led by the data and my belief in Lean Principles. I had confidence in the supermarket levels and the formulas to calculate them.”
Graham “Ahead of implementation we tracked the supermarket levels through the Business Office Daily Management System, we were not going in blind.”
Me “You both showed commitment to the process, did you consider stopping or pausing it?”
Gillian “I went to Graham, because I needed his approval to make the change, Graham was very supportive and understood what we were doing. The data and the systematic approach we were taking I think helped convince Graham that we were doing the right thing. Graham’s support was crucial”
Graham “This was a stress test to our Lean Principles commitment. If we weren’t going to believe in the system, we’d be going back to the old way, running machines to keep people occupied. Gillian was confident and I believed in what we were doing. It was a big moment, we either go back or we continue the journey. There was trepidation all levels, however, our decisions were vindicated”
Me “It turned out to be the right thing to do and although it didn’t feel like it at the time, the timing was perfect.”
Gillian “Yes it was. We had been working on this for several months. The crash wasn’t the catalyst for us doing the work. I believe in lean supply chain processes and the VSM was showing us how to get there.”
Me “I remember some difficult conversations at the time.”
Graham “Yes, even within the management team there was a lot of unease with what we are doing. In automotive, you just don’t fail the customer and such a fundamental change to the planning system was a real concern. I didn’t see the risk in stopping machines, the risk was “could we respond when we needed to switch back on?” We could, and we did. It broke the paradigm of what our lead-time really was. It was always 6 weeks lead-time, the VSM and the subsequent Kanban systems we put in place taught us what was achievable. Our response was rapid. Going back to the difficult conversations, the implementation team were out at the cold face daily, communicating with associates before, during and after the implementation of the system. This, coupled with the result (inventory reduction and ramping back up production over the next 8 weeks) was vital to the process working on the shop floor.”
Can we plan for explicit events such as COVID-19? No. But we can prepare ourselves for these seismic events that will cause major disruptions to our organizations. These disruptions could be natural disasters, military conflicts, or financial crashes. Through Value Stream Leadership we can better prepare ourselves for these events. The proverbial horse has bolted in respect of COVID-19 and it’s too late shut the door, but are you preparing your organization for the next disrupter? Contact Performance Solutions by Milliken today to see how we can help!